Automation News / PLC Driver Software MCM Machine
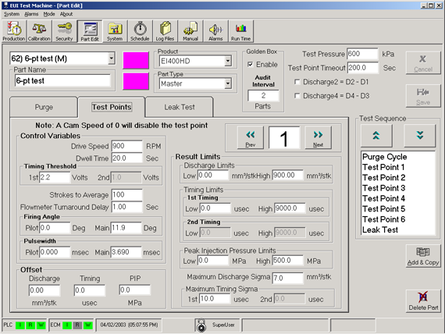
According to Michigan Custom Machines, the software helped it slash PLC programming costs by $5,000 to $20,000 per machine, compared to using OLE for Process Control (OPC) or Dynamic Data Exchange (DDE) Servers. The cost reduction is primarily because the INGEAR software eliminates runtime license fees using communication tools and Microsoft Visual Studio. In total, over a 20 year period, the machine builder claims to have saved upwards of $8 million in software related costs using the driver software. As a refresher, the OPC standard defines methods for exchanging real time automation data between PC-based clients. OPC Servers connect to PLCs and translate data into a standard format such that OPC compliant clients like HMIs can communicate with the devices to read and write data. The problem is that working with OPC, in conjunction with Microsoft Visual Studio, can be complex and often requires experienced programmers. Additionally, in the past, many developers used DDE to connect HMI software to their device drivers. The device driver that connects to the PLC ran as a separate application called the DDE Server. The HMI software was a separate DDE client program that retrieved data from the Server. However, DDE sometimes falls short. For example, integrating with a DDE Server can be cumbersome when using tools such as Visual Basic. This can make programming the HMI a challenge. Although most PLC software is proprietary, requires licenses and can’t be modified by end users, almost all of it is written in Microsoft Visual Studio. Michigan Custom Machines used INGEAR’s library of programs for PLCs to create their own customer applications using Visual Studio. INGEAR also enabled the company to directly access PLC memory, databases, I/O and communications. This lets their programmers get information from a PLC, process it in a PC and then send commands back to the PLC for control. Because INGEAR has no runtime licensing fees, custom applications created with the program can by distributed by Michigan Custom Machines with no additional costs. The HMI PC itself serves as the user interface for the custom test machines. In specific, the PLC/PC/INGEAR application handles the alarm annunciation, calibration functions, parameter editing, manual control, user access, production test results and log viewing. Because the machines are turnkey systems, the programmers are always creating new screens for the appropriate purpose.